Over the last
couple of months we have seen customers increasing investigating the strategies to answer this question: “how to enable alignment
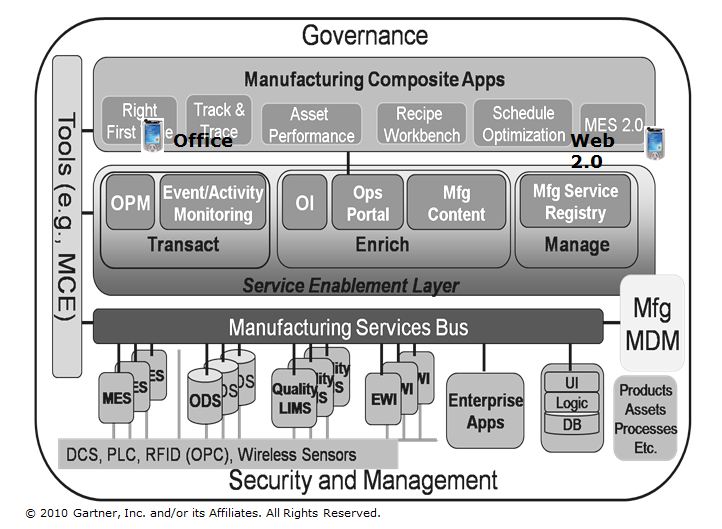
across “level 3” operational applications”.
This area of aligning the level 3
applications without rip and replace will become one of the core requirements
in making Manufacturing Operations Management sustainable and effective.
Syncing between
systems, people look at data warehouses , they do manual binding, but these are
just not practical in a sustainable and every changing world. There are many
systems usually upwards of 20 + systems which come from different vendors and
even if they do come from the same vendor they implemented by different
cultures in the plants. The thought pattern on “just asset naming” is different
between these groups.
Again Borrowing from As Gerhard Greeff – Divisional Manager at Bytes Systems Integration
put it in his paper"When last did you
revisit your MOM?"
MDM or Master
Data Management is the tool used to relate data between different applications.
So what is master data and why should we
care? According to Wikipedia, “Master Data Management (MDM) comprises a set of
processes and tools that consistently defines and manages the non-transactional
data entities of an organization (which may include reference data). MDM has
the objective of providing processes for collecting, aggregating, matching,
consolidating, assuring quality, persisting and distributing such data
throughout an organization to ensure consistency and control in the ongoing
maintenance and application use of this information.”
Processes commonly seen in MDM solutions
include source identification, data collection, data transformation,
normalization, rule administration, error detection and correction, data
consolidation, data storage, data distribution, and data governance.
Why is it
necessary to differentiate between enterprise MDM and Manufacturing MDM (mMDM)?
According to MESA, in the vast majority of cases, the engineering
bill-of-materials (BOM), the routing, or the general recipe from your ERP or
formulation/PLM systems simply lack the level of detail necessary to:
1. Run detailed routing through
shared shop resources
2. Set up the processing logic
your batch systems execute
3. Scale batch sizes to match
local equipment assets
4. Set up detailed machine
settings
This problem is
compounded by heterogeneous legacy systems, mistrust/disbelief in controlled
MOM systems, data ownership issues, and data inconsistency. The absence of
strong, common data architecture promotes ungoverned data definition
proliferation, point-to-point integration and cost effective data management
strategies. Within the manufacturing environment, all this translates into many
types of waste and added cost.
The master data
required to execute production processes is highly dependent upon individual
assets and site-specific considerations, all of which are subject to change at
a much higher frequency than typical enterprise processes like order-entry or
payables processing. As a result, manufacturing master data will be a blend of
data that is not related specifically to site level details (such as a customer
ID or high-level product specifications shared between enterprise order-entry
systems and the plant) and site-specific or “local” details such as equipment
operating characteristics (which may vary by local humidity, temperature, and
drive speed) or even local raw material characteristics.
This natural
division between enterprise master data and “local” or manufacturing master
data suggests specific architectural approaches to manufacturing master data
management (mMDM) which borrow heavily from Enterprise MDM models, but which
are tuned to the specific requirements of the manufacturing environment.
Think of a
company that has acquired various manufacturing entities over time. They have
consolidated their Enterprise systems, but at site level, things are different.
Different sites may call the same raw material different things (for instance
11% HCl, Hydrochloric acid, Pool Acid, Hydrochloric 11% etc). Then this same
raw material may also have different names in the Batch system, the SCADA, the
LIMS, the Stores system, the Scheduling system and the MOM. This makes it
extremely difficult to report for instance on the consumption of Hydrochloric
Acid from a COO perspective, as without a mMDM for instance, the consumption
query will have to be tailored for each site and system in order to abstract
the quantities for use.
The alternative
of course is to initiate a naming standardization exercise that can take years
to complete as changes will be required on most level 2 and 3 systems. That is
not even taking into account the redevelopment of visualization and the
retraining of operators. The question is, once the naming standardization is
complete, who owns the master naming convention and who ensures that plants
don’t once again diverge over time as new products and materials are added?
The example
above is a very simple one, for a raw material, but it can also be applied to
other area.
But when you are
talking to customers you see comments and projects and so many are trying to
deal with this issue without really looking at the big problem and plan.
If a company has
for instance implemented a barcode scanning solution, the item numbers for a
specific product or component may differ between suppliers. How will the system
know what product/component has been received or issued to the plant without
some translation taking place somewhere? mMDM will thus resolve a lot of issues
that manufacturing companies are experiencing today in their strive for more
flexible integration between level 3 and level 4 systems.
The objective of
the proposed split in architecture is to increase application flexibility
without reducing the effectiveness and efficiency of the integration between
systems. It also abstracts the interface mechanisms out of the application into
services that can operate regardless of application changes. This will get rid
of numerous “point-to-point” interfaces and make systems more flexible in order
to adapt to changing conditions. The mSOA architecture also abstracts business
processes and their orchestration from the individual applications into an
operations business process management layer.
Now, one person is able to interact with multiple applications to track or manage a production order without even realizing that he/she is jumping
between applications.
Even with mSOA and mMDM, integration will not be efficient and effective unless message structures
and data exchange are in a standard format. This is where ISA-95 once again
plays a big part in ensuring interface effectiveness and consistency. Without
standardized data exchange structures and schemas, not even mMDM and mSOAm will
enable interface re-use.
ISA-95 part 5 provides standards for information exchange as well as standardized data
structures and XML message schemas based on the Business-to-Manufacturing
Mark-up Language (B2MML) developed by WBF, including the verbs and nouns for
data exchange. Standardizing these throughout the manufacturing operations
ensures that standard services are developed to accommodate multiple
applications. Increasingly we are seeing the process industries such as Oil and Gas, Mining, looking towards these standards, and developing them to address this growing challenge of expansion, vs sustainability.
No comments:
Post a Comment